


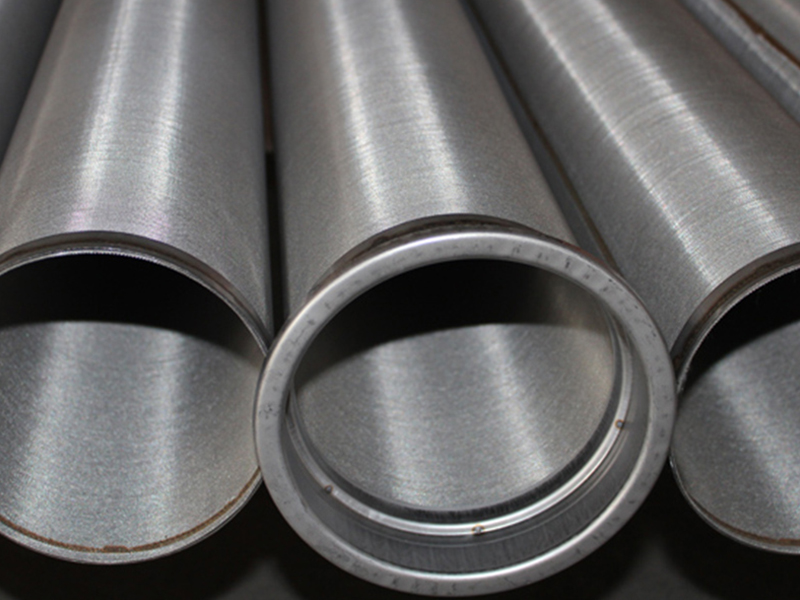
不锈钢烧结网加工流程该方法包括以下步骤
不锈钢烧结网加工流程该方法包括以下步骤
需要烧结的多层网的制备按工艺要求的顺序整齐堆叠,四点点焊固定在一起形成烧结网;
格栅是在材料托盘上堆叠多个烧结网,在每个烧结网之间具有隔离层,在烧结组的网孔端放置材料压板,并堆叠材料托盘,烧结网和 材料压板装入烧结炉;
3,在烧结炉中抽真空,使烧结炉内的压力小于或等于1.3×10 -3。 3PA;
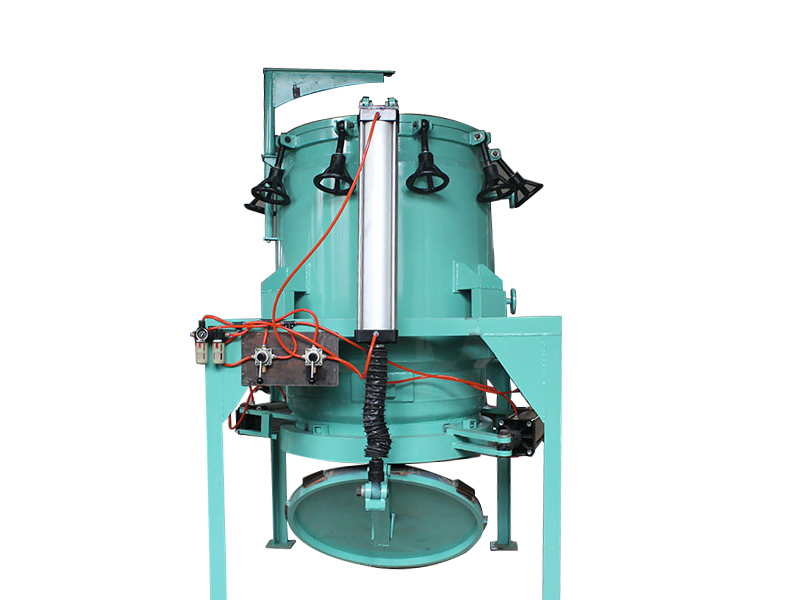
如图4所示,加热温度由加热装置加热。 当烧结室中的温度升至295-305℃时,氢气被引入烧结室,使得烧结室中的压力为39-41Pa,并且烧结室中的温度继续被加热。 升至1200°C - 1300°C;
5.打开液压机构,将循环冷却液注入金属支撑杆的冷却通道,启动液压机构,使耐热柱塞的下端压在材料压板上,并加压 在烧结网络处为0.5-1.5千克/平方厘米
6,保温保压4-10小时;
7,自然冷却并去除加压装置的压力,同时去除压力,缓慢冷却至1080°C - 1120°C;
8,绝缘保持温度为1080°C - 1120°C,连续保温1-2小时;
9,快速冷却氢气阀,通过冷却气体入口进入1.9~2.1大气冷却气体,并通过冷却气体出口,使温度在15分钟内迅速降至280°C -310°C;
10,自然冷却停止输入冷却气体,依靠循环冷却水将其缓慢冷却至35°C -45°C;
11.将材料托盘,烧结网和材料压板从烧结炉中取出,烧结网的成品通过真空抽吸,轧制,整平,清洗,干燥,检查和包装来生产。





相关新闻:
-
可以根据自己的实际情况和需求 2019/08/27
不锈钢烧结网 的烧结过程是堆叠几层不同结构的不锈钢金属编织网,并形成烧结网的横截面。 烧结毡的结构是有序的。 烧结是一种非织造铺路工艺,其中金属纤维以无序
-
过滤设备之厢式压滤机的组成部 2018/08/06
过滤设备 之厢式压滤机的组成部分 机架部分 机架部分是机器的主体,用以支撑过滤机构,连接其它部件。它主要由止推板、压紧板、油缸体和主梁等部件组成。机器工作
-
多层烧结网:多层金属烧结网产 2018/07/25
多层烧结网 :多层金属烧结网产品用途及规格 多层金属烧结网产品用途 1、催化剂过滤与分离。 2、用于净化过滤生产污水。 3、冶金行业高温烟气的净化。 4、用于过滤
-
不锈钢烧结网是适用于各种过滤 2019/09/03
不锈钢烧结网 是种新型的过滤材料,采用特殊的层压和真空烧结工艺制造,具有较高的机械强度和整体刚性结构。 筛网的网眼交织成均匀理想的过滤结构,不仅克服了强